



소 도축 라인이란 무엇입니까?
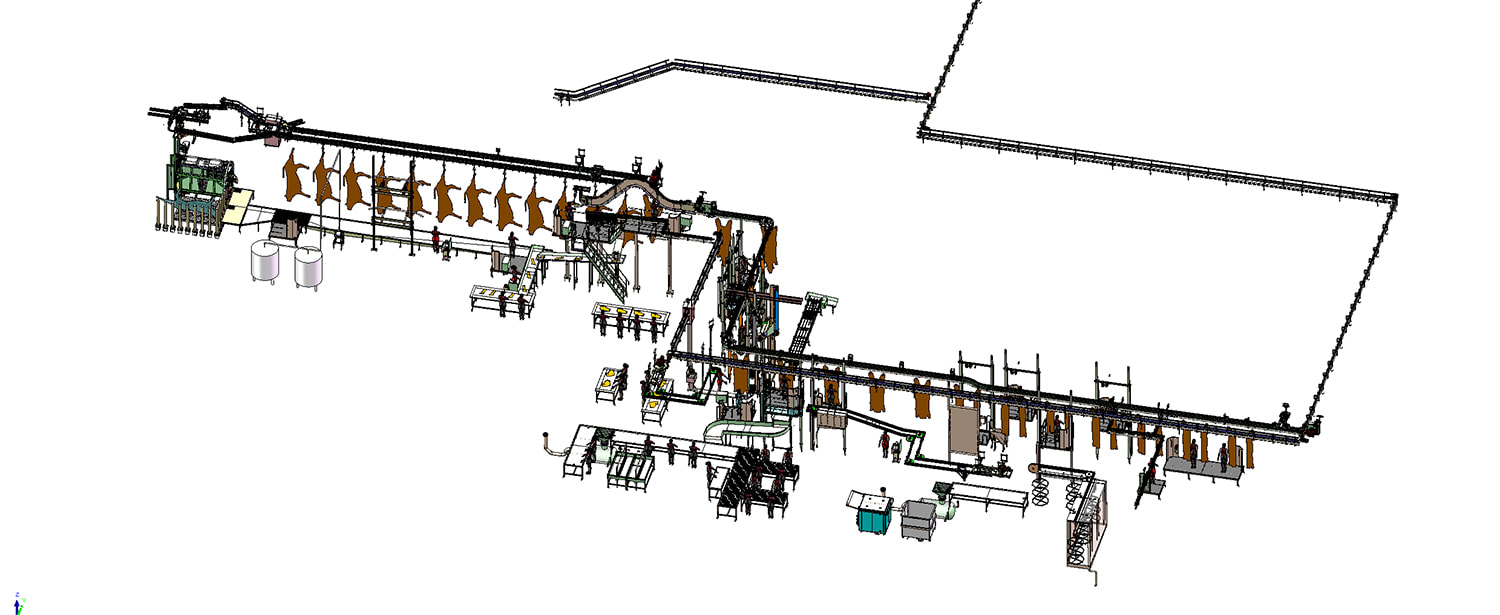
소 도축 라인은 살아있는 소를 추가 가공, 냉각 또는 소매 유통을 위해 준비된 도체로 전환하는 전체 과정을 함께 수행하는 체계적으로 배열된 일련의 기계, 컨베이어, 작업대 및 도구입니다. 쇠고기 도축 라인 또는 소 가공 라인이라고도 불리는 이 라인은 현대식 도축장이나 쇠고기 가공 공장의 운영 중추입니다. 이 라인은 살아 있는 동물의 도착과 기절부터 방혈, 박피, 적출, 분할, 최종 검사에 이르기까지 모든 순차적 단계를 지속적이고 통제되며 위생적인 작업 흐름으로 처리하도록 설계되었습니다.
소 도축 라인의 기본 개념은 순차적 흐름을 통한 효율성입니다. 작업자가 동물 주위를 이동하는 고정식 처리가 아닌 전문 작업자 또는 자동화 장비가 고정된 스테이션에서 특정 작업을 수행하는 동안 시체는 머리 위 레일 시스템을 따라 이동합니다. 이 접근 방식은 처리량을 획기적으로 늘리고 교차 오염 위험을 줄이며 모든 단계에서 정확한 품질 및 위생 관리를 가능하게 합니다. 잘 설계된 쇠고기 도축 라인은 규모, 자동화 수준 및 작업 규모에 따라 시간당 20두에서 400두 이상의 소를 처리할 수 있습니다.
현대 가축 도살 라인 엄격한 식품 안전 규정, 동물 복지 표준 및 환경 요구 사항을 준수하도록 설계되었습니다. 소규모 지역 도살장을 건설하든 대규모 산업 쇠고기 공장을 건설하든 관계없이 이러한 라인이 어떻게 구성되어 있는지, 그리고 제대로 구축된 라인과 제대로 설계되지 않은 라인을 구분하는 요소를 이해하는 것은 건전한 투자 결정을 내리고 안전하고 효율적이며 규정을 준수하는 운영을 달성하는 데 필수적입니다.
소 도축 라인의 단계별 프로세스
모든 소 가공 라인은 정의된 작업 순서를 따릅니다. 각 단계는 이전 단계를 기반으로 하며 각 단계의 위생, 속도 및 정밀도는 최종 제품의 품질과 안전성에 직접적인 영향을 미칩니다. 전체 프로세스에 대한 자세한 설명은 다음과 같습니다.
계류 및 동물 접수
가공이 시작되기 전에 소는 일반적으로 12~24시간의 필수 휴식 시간 동안 도축 시설의 펜을 들고 계류장에 보관됩니다. 이 휴식 기간은 동물 복지와 고기 품질 모두에 중요합니다. 스트레스를 받은 동물은 코티솔을 방출하고 근육 글리코겐을 고갈시켜 근육 pH를 높이고 어둡고 단단하며 건조한(DFD) 쇠고기로 이어집니다. 이는 심각한 품질 결함입니다. 계류 중에 동물은 물에 접근할 수 있으며, 질병, 부상 또는 도축에 부적합한 징후를 보이는 동물을 식별하고 분리하기 위해 훈련된 생체 수의학 검사가 실시됩니다. 생체검사를 통과한 동물만이 도축 라인으로 이동합니다.
놀라운
소는 계류장에서 강제 펜과 단일 줄 경주를 통해 멋진 상자로 옮겨집니다. 이 상자는 멋진 절차를 위해 동물을 제지하는 좁고 밀폐된 칸입니다. 효과적인 기절은 동물을 출혈하기 전에 즉각적이고 비가역적으로 의식을 잃게 만드는데, 이는 대부분의 국가에서 동물 복지 요건이자 규제 의무입니다. 가장 널리 사용되는 방법은 공압 또는 화약 작동 장치가 뇌의 전두엽에 강철 볼트를 발사하는 관통형 캡티브 볼트 기절입니다. 깨끗하고 효과적인 기절을 위해서는 각 경적의 밑부분에서 반대쪽 눈까지 그어진 두 대각선의 교차점을 겨냥한 적절한 위치 지정이 매우 중요합니다. 일부 시설, 특히 할랄 또는 코셔 시장을 위한 가공 시설에서는 종교적 도살 요구 사항을 준수하는 비관통형 캡티브 볼트 또는 제어된 대기 기절 방법을 사용합니다.
샤클링 및 게양
기절시킨 직후, 머리 위 레일 시스템에 부착된 체인이나 걸쇠를 사용하여 동물의 뒷다리 한쪽 또는 양쪽에 족쇄를 채웁니다. 수동식 또는 전동식 호이스트를 사용하여 기절한 동물을 바닥에서 블리딩 레일 위로 들어 올립니다. 기절과 들어올리기 사이의 속도는 매우 중요합니다. 효과적인 기절과 방혈 시작 사이의 시간은 최소화되어야 하며(이상적으로는 60초 미만), 방혈 과정 전반에 걸쳐 동물이 의식을 잃은 상태를 유지하고 도체에서 혈액 배출을 최대화해야 합니다.
출혈(고착)
블리드 레일에서는 숙련된 작업자가 길고 날카로운 칼을 사용하여 목 밑 부분의 주요 혈관(경동맥 및 경정맥)을 절단하는 접착 절단 작업을 수행합니다. 도체는 일반적으로 방혈 캐비닛에 넣거나 배수통 위에 위치하여 혈액을 수집하며, 혈액은 렌더링, 의약품 사용 또는 혈액분 생산을 위해 회수될 수 있습니다. 소의 방혈은 최소 3~5분 동안 이루어집니다. 불완전한 출혈은 도체 외관이 좋지 않은 가장 일반적인 원인 중 하나이며, 이로 인해 고기가 어둡고 피로 얼룩지게 됩니다. 할랄 도축에서는 동물이 키블라를 바라보는 동안 찌르는 칼로 모든 특정 용기를 단 한번의 빠른 동작으로 절단해야 하며, 이 절차는 훈련받은 무슬림 도살업자가 적절한 축복을 받아 수행해야 합니다.
머리 제거 및 가죽 제거(스키닝)
출혈 후 환추 관절에서 머리를 제거하고 전용 머리 검사 랙으로 옮겨 질병 징후, 특히 결핵 림프절 검사에 대한 사후 수의학적 검사를 받습니다. 머리는 검사 내내 시체와 동일하게 유지됩니다. 가죽을 제거하는 스키닝 작업은 아래 다리부터 몸체까지 정의된 순서로 진행됩니다. 현대의 소 도축 라인에서는 다리, 배, 등 부분에 수동 칼 작업을 한 후 아래쪽으로 한 번 잡아당겨 도체에서 가죽을 벗겨내는 기계식 가죽 풀러를 사용합니다. 가죽 풀러는 완전 수동 박피에 비해 가죽 박테리아로 도체를 오염시킬 위험을 크게 줄이고 노동 요구 사항을 줄여줍니다.
적출
적출 — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
분할
적출 후 사체는 전동 띠톱 또는 왕복 분할 톱을 사용하여 척추를 따라 세로로 두 개의 반쪽(측면)으로 분할됩니다. 분할은 대칭 측면을 생성하고 척수 제거를 용이하게 하기 위해 척추의 정확한 중심을 따라야 합니다. 이는 많은 국가에서 소 해면상 뇌병증(BSE)에 대한 특정 위험 물질(SRM) 통제의 일부로 필수 단계입니다. 척수는 두개골, 척추 및 나이든 동물의 기타 특정 조직과 함께 SRM으로 분류되며 BSE 위험 지역의 엄격한 규제 통제에 따라 제거 및 폐기되어야 합니다.
사후 검사, 다듬기, 세척
도체 반쪽은 사후 검사소로 이동하여 정부 공인 수의사 또는 육류 검사관이 도체, 장기 및 머리를 검사하여 질병, 병리 또는 오염 징후가 있는지 확인합니다. 통과된 도체는 손질을 거쳐 눈에 보이는 오염, 멍 또는 SRM 물질을 제거한 후 최종 고압 수 세척을 거쳐 뼈 먼지, 표면 박테리아 및 남은 오염 물질을 제거할 수 있습니다. 일부 시설에서는 표면 박테리아 부하를 줄이고 유통기한을 연장하기 위해 이 단계에서 유기산 스프레이(젖산 또는 아세트산)와 같은 항균제 개입을 적용합니다. 이는 미국에서는 표준이지만 EU에서는 다르게 규제되는 관행입니다.
계량, 등급화 및 냉각
검사 및 세척된 도체 반쪽은 인라인 레일 저울에서 무게가 측정되며 품질 및 수율 분류(미국의 경우 USDA Prime/Choice/Select, 유럽의 EU 분류 시스템)에 따라 등급이 지정될 수 있습니다. 그런 다음 도체는 냉각실로 옮겨져 정해진 기간 내에 내부 온도가 7°C(45°F) 미만으로 냉각됩니다. 대형 소 도체의 경우 일반적으로 24~36시간이 소요됩니다. 신속하고 균일한 냉각은 식품 안전, 부드러움 발달 및 유통기한에 매우 중요합니다. 처리량이 많은 공장에서는 규정에 맞는 냉각 속도를 달성하기 위해 폭발 냉각 터널과 신중하게 제어되는 기류 패턴이 사용됩니다.
소 도축 라인의 핵심 장비
완전한 쇠고기 가공 라인에는 다양한 특수 장비가 포함되어 있습니다. 각 장비의 품질, 설계 및 유지 관리는 처리량, 위생, 작업자 안전 및 도체 품질에 직접적인 영향을 미칩니다. 다음은 필수 장비 범주에 대한 분석입니다.
| 장비 | 기능 | 평가할 주요 기능 |
| 놀라운 Box | 기절시키기 위해 동물을 제지합니다. | 동물복지 디자인, 청소 용이성 |
| 캡티브 볼트 스터너 | 동물을 의식불명 상태로 만든다 | 침투깊이, 유지신뢰성 |
| 호이스트 및 이송 시스템 | 시체를 블리드 레일 위로 들어 올립니다. | 리프팅 용량, 속도, 안전 기능 |
| 오버헤드 레일 시스템 | 모든 스테이션을 통해 시체를 이동합니다. | 레일 게이지, 정격 하중, 내식성 |
| 출혈 캐비닛 / 여물통 | 출혈 중에 혈액을 수집합니다. | 혈액회수 효율, 배수 설계 |
| 풀러 숨기기 | 가죽을 기계적으로 제거합니다. | 견인력, 사체 오염 제어 |
| 적출 Platform | 장기 적출을 위한 높이 조절 가능한 작업자 플랫폼 | 인체공학, 위생, 조정 범위 |
| 내장 검사 트롤리 | 검사를 위해 시체 옆에 장기를 보관합니다. | 신원 추적, 위생 용이성 |
| 시체 분할 톱 | 척추를 따라 시체를 분할합니다. | 블레이드 유형, 절단 정밀도, SRM 제어 |
| 고압 카커스 세척기 | 최종 표면 오염 제거 세척 | 수압, 커버리지, 물 재활용 |
| 인라인 레일 스케일 | 도체 반쪽의 무게를 자동으로 측정합니다. | 정확성, 공장 관리 시스템과의 데이터 통합 |
| 칼 살균 장치 | 자르는 사이에 칼을 소독합니다 | 수온(최저 82°C), 유량 |
위생 및 식품 안전 설계 원칙
위생은 소 도축 라인에서 가장 중요한 설계 기준입니다. 모든 구조, 장비 및 작업 흐름 결정은 도체의 미생물 오염 방지와 효과적인 청소 및 위생 처리 촉진을 우선시해야 합니다. 다음 원칙은 위생적인 도축 라인 설계의 기본입니다.
- 깨끗한/더러운 흐름 분리: 깨끗한 도체 면이 가죽 제거 구역, 위와 내장 처리 구역 또는 폐기물 처리 경로와 같은 더러운 구역의 경로를 절대 교차하지 않도록 라인을 물리적으로 설계해야 합니다. 잘 설계된 공장에서는 공기 흐름, 인력 이동 및 자재 흐름이 모두 엄격한 Clean-to-Dirty 방향을 따릅니다.
- 스테인레스 스틸 구조: 시체와 접촉하거나 혈액, 물 또는 증기에 노출될 수 있는 모든 표면, 장비 프레임, 레일, 플랫폼 및 컨베이어는 식품 등급의 스테인레스 스틸(일반적으로 304 또는 316 등급)로 제작되어야 합니다. 스테인레스 스틸은 부식에 강하고, 화학 살균제를 견딜 수 있으며, 박테리아가 서식할 수 있는 표면 다공성이 없습니다.
- 칼 위생 스테이션: 작업자가 모든 도체 사이에서 칼을 소독할 수 있도록 최소 82°C(180°F)로 유지되는 물을 포함하는 여러 개의 칼 소독 장치를 라인 전체에 배치해야 합니다. 이는 대부분의 관할권에서 규제 요구 사항이며 동물 간의 교차 오염을 방지하기 위한 일차 통제입니다.
- 시체 바닥 접촉 제로 정책: 일단 시체를 머리 위 난간에 올리면 다시는 바닥, 벽 또는 소독되지 않은 표면에 닿아서는 안 됩니다. 레일 높이, 플랫폼 설계 및 장비 위치 지정은 모든 처리 단계에서 이를 보장하도록 모두 설계되어야 합니다.
- 배수 및 물 관리: 바닥은 배수로를 향해 경사져 있어야 하며(최소 2%) 작업 및 청소 중 최대 물 흐름을 처리할 수 있는 적절한 배수 용량을 갖추고 있어야 합니다. 배수 시스템은 물이 더러운 구역에서 깨끗한 구역으로 흐르는 것을 방지해야 합니다.
- 사후 및 사후 검사 통합: 라인 레이아웃은 정부 수의사가 라인 흐름을 방해하지 않고 체계적으로 도체, 머리 및 내장을 검사할 수 있도록 적절한 접근이 가능한 조명이 밝은 전용 검사 스테이션을 제공해야 합니다.
처리량 용량 및 라인 속도 계획
소 도축 라인의 용량과 속도를 올바르게 확보하는 것은 공장 설계에서 가장 중요한 엔지니어링 결정 중 하나입니다. 라인이 너무 느리면 용량과 수익성이 문제가 됩니다. 너무 빠른 속도는 식품 안전 위험, 동물 복지 위반 및 작업자 부상을 초래합니다. 용량 계획에 대해 생각하는 방법은 다음과 같습니다.
대상 처리량 정의
계획된 운영 시간, 교대 패턴 및 소 공급의 계절적 변화를 고려하여 현실적인 일일 및 연간 도살 목표부터 시작하십시오. 대부분의 도축 라인은 하루 8~10시간씩 1~2교대로 운영됩니다. 순 생산 시간을 계산할 때 청소 및 소독을 위한 예정된 가동 중지 시간(일반적으로 교대당 1~2시간)을 고려하십시오. 중간 규모 도축장의 일반적인 기준은 시간당 50~100마리입니다. 대규모 산업 플랜트는 시간당 200~400헤드로 운영됩니다.
병목 현상 분석
모든 도축 라인에는 병목 현상, 즉 전체 라인의 최대 속도를 제한하는 단일 스테이션 또는 작업이 있습니다. 적출과 분할은 일반적으로 속도를 제한하는 단계입니다. 새로운 라인을 계획하거나 기존 라인을 업그레이드할 때 병목 현상을 파악하고 그 주변을 설계하세요. 자동화된 양지머리 톱질이나 로봇 적출 시스템과 같은 병목 현상에 자동화를 추가하면 노동력을 비례적으로 늘리지 않고도 처리량을 크게 늘릴 수 있습니다.
처리량별 노동 요구 사항
노동 요구 사항은 처리량에 따라 확장되지만 선형적으로 확장되지는 않습니다. 자동화는 특정 작업의 노동 강도를 줄일 수 있습니다. 기존 방식으로 인력을 배치한 쇠고기 도축 라인에 대한 대략적인 지침은 다음과 같습니다.
- 20~50 헤드/시간: 약 15~30명의 도축장 작업자와 감독, 검사 및 유틸리티 직원.
- 50~100헤드/시간: 각 스테이션에는 보다 전문화된 작업을 수행하는 약 30~60명의 도축 현장 작업자.
- 100~200헤드/시간: 고도의 업무 전문화, 인체공학적 워크스테이션 설계, 일반적으로 가죽 당기기, 양지머리 절단 및 도체 세척을 위한 자동화된 지원 기능을 갖춘 60~120명의 작업자.
- 200 헤드/시간: 이 규모의 대규모 산업 공장에서는 인건비, 일관성 및 인체공학적 부상 위험을 관리하기 위해 로봇 및 자동화 시스템에 막대한 투자를 하고 있습니다.
소 도축 라인 구매 시 평가해야 할 주요 요소
가축 도축 라인에 투자하는 것은 주요 자본 결정입니다. 완전한 턴키 시스템을 구매하든 개별 장비 구성 요소를 구매하든 관계없이 결정하기 전에 평가해야 할 중요한 요소는 다음과 같습니다.
- 현지 규정 준수: 장비와 라인 설계가 해당 국가의 식품 안전, 동물 복지 및 환경 규정을 완전히 준수하는지 확인하십시오. 공급업체에 규제 관할 구역의 운영 시설에 대한 참고 자료를 제공하도록 요청하고 해당 장비가 국가 식품 안전 당국에서 승인되었는지 확인하십시오.
- 공급업체 경험 및 참고 자료: 귀하와 유사한 용량 및 구성의 가축 도축 라인을 설계하고 시운전한 경험이 문서화된 공급업체를 선택하십시오. 운영 중인 참조 공장에 대한 현장 방문을 요청하고 신뢰성, 애프터 서비스 지원 및 예비 부품 가용성에 대해 공장 관리자와 직접 대화하십시오.
- 재료 품질 및 구성 표준: 모든 제품 접촉 표면과 젖은 지역 구조에 대해 전체 스테인레스 스틸 구조를 고집합니다. 재료 인증서와 용접 품질 문서를 요청하세요. 연강으로 제작되거나 용접 품질이 좋지 않은 저비용 라인은 빠르게 부식되어 지속적인 위생 문제를 야기합니다.
- 자동화 수준 및 향후 확장성: 현재 처리량 요구 사항뿐만 아니라 5개년 성장 계획도 고려하십시오. 전체 재구축 없이 추가 스테이션, 자동화 업그레이드 또는 라인 속도 증가를 통해 확장할 수 있는 라인 구성을 선택하십시오.
- 예비 부품 가용성 및 현지 서비스 지원: 도축장의 장비 가동 중단 시간은 막대한 비용을 초래합니다. 중요한 예비 부품이 현지에 재고가 있거나 특급 배송이 가능한지 확인하고, 공급업체가 장비 고장에 대해 24~48시간 이내에 대응할 수 있는 자격을 갖춘 서비스 기술자를 보유하고 있는지 확인하십시오.
- 총 소유 비용: 구매 가격뿐만 아니라 라인의 전체 수명주기 비용을 평가하십시오. 에너지 소비, 물 사용량, 세척용 화학물질 비용, 유지 관리 인건비, 예비 부품 및 장비의 예상 생산 수명을 고려합니다. 선불 비용이 30% 더 비싸지만 가동 중단 시간을 최소화하면서 25년 동안 지속되는 고품질 라인은 빈번한 수리와 조기 교체가 필요한 예산 라인보다 거의 항상 더 나은 수익을 제공합니다.
- 교육 및 시운전 지원: 완전한 턴키 공급업체는 운영 및 유지 관리 직원을 위한 현장 설치 감독, 시운전, 철저한 교육을 제공해야 합니다. 부적절한 교육은 새로운 도축 라인이 운영 초기에 설계 사양에 비해 성능이 떨어지는 가장 일반적인 이유 중 하나입니다.










